

właściwości powietrza wilgotnego – Jak i dlaczego powstają skropliny w zakładach spożywczych?
Wstęp
W zakładach przetwórstwa spożywczego – szczególnie mięsnego – często spotykamy się z sytuacją, w której do stref o niskiej temperaturze nawiewane jest latem świeże powietrze zewnętrzne, bez wcześniejszego osuszenia. Instalacja działa poprawnie, przepływy powietrza są potwierdzone pomiarami, temperatury się zgadzają… . Ale w pomieszczeniach pojawiają się skropliny. Jaka jest tego główna przyczyna? Brak odpowiedniego osuszenia nawiewanego powietrza, które w warunkach letnich zawiera dużą ilość wilgoci.
Wilgotność powietrza latem – czynnik krytyczny dla stref produkcji spożywczej
W okresie letnim powietrze zewnętrzne charakteryzuje się wysoką zawartością pary wodnej. Przykładowo, przy temperaturze 30°C i wilgotności względnej 60%, zawartość wilgoci w powietrzu wynosi ok. 18 g/kg. Gdy takie powietrze zostaje schłodzone do 10°C, jego zdolność do utrzymania pary wodnej spada do ok. 9 g/kg. Oznacza to, że jeśli wpuścimy takie powietrze do strefy produkcyjnej bez osuszenia – mamy gotowy przepis na powstanie skroplin.
Nadmiar pary wodnej ulegnie kondensacji – na kanałach, sufitach, urządzeniach, wywiewnikach. Powstają warunki sprzyjające namnażaniu się mikroorganizmów, a zarazem dochodzi do pogorszenia warunków pracy.
W przypadku zakładów mięsnych skutki są poważne. Skropliny uznawane są za istotne zagrożenie sanitarne i mogą skutkować decyzją o wstrzymaniu produkcji przez Inspekcję Weterynaryjną. Z perspektywy GHP, GMP oraz HACCP, obecność wilgoci i kondensatu w strefach produkcyjnych jest niedopuszczalna. Zjawisko to może prowadzić do nieplanowanych przestojów produkcyjnych oraz zwiększonego ryzyka kontaminacji produktów.
Punkt rosy – granica, której nie wolno ignorować
Punkt rosy to temperatura, przy której para wodna zawarta w powietrzu zaczyna się wykraplać. W warunkach letnich punkt rosy powietrza zewnętrznego często przekracza 17°C. Jeśli to powietrze zostanie schłodzone do poziomu 10°C, kondensacja jest nieunikniona.
W praktyce oznacza to, że wprowadzanie świeżego powietrza bez wcześniejszego osuszenia prowadzi do sytuacji, w której powierzchnie konstrukcyjne, instalacyjne lub produkcyjne stają się punktami wykraplania wilgoci. Powtarzalne cykle wykraplania i odparowywania dodatkowo zwiększają ryzyko korozji oraz degradacji materiałów wykończeniowych.
Dlatego kluczowe jest, by w systemach wentylacyjnych stosować odpowiednie rozwiązania technologiczne – przede wszystkim osuszanie kondensacyjne, czyli głębokie przechłodzenie powietrza znacznie poniżej temperatury w pomieszczeniu. Podczas takiego głębokiego chłodzenia następuję kontrolowane wykroplenie nadmiaru pary wodnej, odprowadzenie skroplin z centrali wentylacyjnej oraz – w razie potrzeby – delikatne podgrzanie powietrza do wysokości temperatury panującej w pomieszczeniu.
Schemat właściwego przygotowania powietrza
Jak prawidłowo przygotować powietrze, aby uniknąć skroplin?
Pokazujemy to na poniższym diagramie Molliera.
Przyjmijmy, że w pomieszczeniu musimy utrzymywać temperaturę 10 stopni przy wilgotności nie przekraczającej 70%. Takie powietrze zawiera ok. 5,3 g/kg pary wodnej.
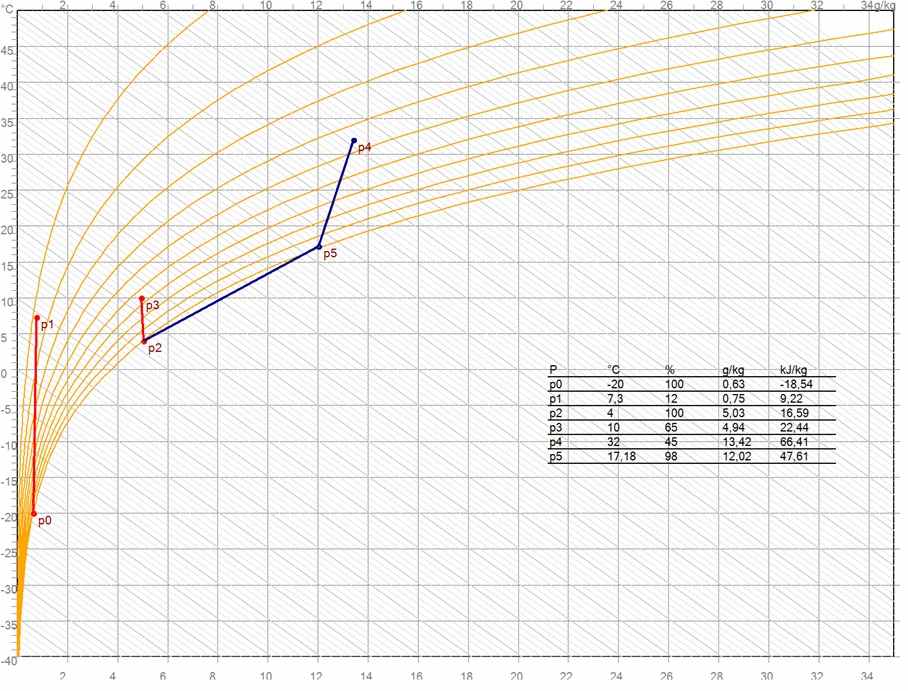
Na wykresie możemy wyróżnić 3 procesy obróbki powietrza istotne dla procesu osuszania.
Są to:
- linia P4-P5 – wstępne ochłodzenie powietrza na wymienniku odzysku ciepła – w tym przypadku na wymienniku przeciwprądowym. Powietrze odbiera znaczna część chłodu z powietrza wywiewanego jednocześnie nieznacznie osuszając powietrze. Zawartość pary wodnej w jednostkach bezwzględnych – a tylko wartości bezwzględne są w tym przypadku istotne spada z 13,42 g/kg do 12,02 g/kg.
- linia P5-P2 – chłodzenie powietrza na chłodnicy znacznie poniżej temperatury panującej w pomieszczeniu. W pomieszczeniu musimy utrzymywać 10 stopni. Jeśli jednak ochłodzilibyśmy powietrze tylko do wymaganych 10 stopni, musielibyśmy nawiewać powietrze nasycone – o 100% wilgotności – czyli dostarczalibyśmy powietrze z którego ze 100% pewnością uzyskalibyśmy produkt uboczny w postaci skroplin. Chłodząc powietrze znacznie niżej – w tym przypadku do 4 stopni – obniżamy zawartość pary wodnej do zaledwie 5 g/kg, a więc poniżej wartości, którą uznajemy za pożądaną – czyli eliminujemy możliwość powstania skroplin, a nasze powietrze ma jeszcze tolerancję na odebranie nadmiaru pary wodnej z procesów technologicznych, ewentualnie zysków wilgoci od pracujących ludzi.
- linia P2-P3 – podgrzanie powietrza do temperatury panującej w pomieszczeniu. Wilgotność względna takiego powietrza to 65%, a więc niżej niż 70% uznawane za górną bezpieczną granicę w strefach produkcyjnych
Niestety nasze doświadczenia pokazują, że nagminne są znacznie wyższe parametry wilgotnościowe, a w wielu zakładach mięsnych problem skroplin jest naprawdę bardzo poważny.
Wnioski dla projektantów i służb technicznych
Nawiewanie nieosuszonego powietrza latem do stref o obniżonej temperaturze powoduje skropliny i ryzyko przekroczenia wymogów higienicznych.
– Punkt rosy letniego powietrza często przekracza temperatury robocze w halach produkcyjnych – ignorowanie tego zjawiska to błąd projektowy.
– Osuszanie powietrza przed nawiewem nie jest opcją – to warunek konieczny dla utrzymania zgodności z wymaganiami GHP, GMP i HACCP.
– Zastosowanie chłodnicy z systemem odprowadzenia skroplin oraz funkcją reheat to podstawowe środki zabezpieczające tworzące tzw. „osuszanie kondensacyjne”.
– Monitoring wilgotności i temperatury oraz prawidłowe zrównoważenie ciśnień w strefach produkcyjnych powinny być integralną częścią projektu.
Latem największym zagrożeniem dla zakładów produkcyjnych nie jest tylko temperatura – to wilgoć. Tylko odpowiednie przygotowanie powietrza nawiewanego, uwzględniające osuszanie, kontrolę punktu rosy oraz stabilność ciśnień, pozwala zapewnić trwałą stabilność higieniczną w strefach o obniżonej temperaturze i uniknąć problemów, które mogłyby skutkować kosztownymi konsekwencjami dla zakładu.