

Temperatura chłodzenia centralą wentylacyjną vs temperatura w pomieszczeniu czyli jak nie dopuścić do powstania skroplin
Wprowadzenie
Do jakiej temperatury powietrza chłodzić je centralą wentylacyjną i nawiewać do pomieszczenia produkcyjnego branży mięsnej? Tradycyjne podejście polegające na obliczeniach zysków ciepła nie sprawdza się, bowiem głównym problemem w niskich temperaturach podczas produkcji jest problem wilgotności.
Niniejszy problem dotyczy branży przetwórstwa mięsnego i omawiamy go na przykładzie tej branży, ale z równym powodzeniem można go odnieść do innych sektorów przemysłu, w których procesy przetwórcze odbywają się w niskich temperaturach.
Zatem problem poruszony w tym artykule możesz odnieść równie dobrze do innych gałęzi przemysłu spożywczego, takich jak przetwórstwo ryb, nabiału, owoców czy napojów, ale także do przemysłu farmaceutycznego, a nawet przemysłu kosmetycznego, szczególnie jeśli w ich produkcji używa się składników pochodzenia naturalnego.
Mając na myśli niskie temperatury mówimy z kolei o temperaturach dodatnich, ale poniżej komfortu cieplnego człowieka, poniżej 12-15 °C.
Do napisania tego krótkiego artykułu skłoniło nas doświadczenie w dostawach urządzeń i przeprowadzaniu audytów systemów wentylacji w zakładach branży spożywczej, szczególnie branży mięsnej.
Przyczyny powstawania skroplin
Niniejszy artykuł jest rozwinięciem innego naszego artykułu pt. Przyczyny powstawania skroplin w zakładach przetwórstwa spożywczego i sposoby ich eliminacji.
W powyższym artykule wskazaliśmy 3 główne powody powstawania skroplin w pomieszczeniach produkcyjnych, do których należą:
1. Niewłaściwe ciśnienia wynikające z systemów wentylacji i napływ powietrza zewnętrznego przez nieszczelności,
2. Wentylacja powietrzem o zbyt wysokiej temperaturze,
3. Przenikanie pary wodnej ze strefy mycia (lub pozostałości wody po myciu elementów linii producyjnych).
W tym artykule chcemy rozwinąć problem z punktu 2, czyli wentylacja powietrzem o zbyt wysokiej temperaturze, wyższej niż panuje w pomieszczeniu.
Powstawanie skroplin – zagrożenia
Powstawanie skroplin w pomieszczeniach produkcyjnych branży przetwórstwa mięsnego stanowi istotne zagrożenie dla bezpieczeństwa żywności. Skropliny mogą prowadzić do zanieczyszczenia mikrobiologicznego produktów, sprzyjając rozwojowi pleśni i bakterii. W systemie HACCP (Analiza Zagrożeń i Krytyczne Punkty Kontroli) identyfikacja i kontrola takich zagrożeń jest kluczowa. W związku z tym, problem skroplin może być uznany za krytyczny punkt kontroli (CCP), wymagający monitorowania i działań zapobiegawczych, takich jak odpowiednia wentylacja, kontrola temperatury i wilgotności oraz regularne czyszczenie powierzchni. Zgodnie z wytycznymi Głównego Inspektoratu Sanitarnego, pomieszczenia produkcyjne muszą być utrzymywane w czystości i dobrym stanie technicznym, a ich konstrukcja powinna eliminować ryzyko zanieczyszczenia żywności.
Skropliny – niedobra praktyka projektowa
W jednym z projektów wentylacji nowo budowanego zakładu mięsnego, wykonanego dodajmy, przez znane i szanowane biuro projektowe spotkaliśmy m.in. poniższy zapis, który dogłębnie omówimy. Jego treść celowo lekko zmieniliśmy, aby oddawała intencje projektantów, ale nie cytujemy jej dosłownie, by nie była możliwa jego identyfikacja, gdyż nie chodzi nam o piętnowanie kogokolwiek, a o pokazanie problemu, rozłożenie go na czynniki pierwsze i edukację w zakresie tego jak powinny wyglądać prawidłowe rozwiązania.
Bo nie chodzi nam o ten konkretny projekt, ale o sposób myślenia, który mu towarzyszy i praktyczne konsekwencje, które z niego wynikają i które dotyczą niestety znacznej części zakładów przetwórstwa mięsnego w Polsce.
Niestety skutkiem ubocznym podobnej praktyki jest potęgowanie problemów ze skroplinami, trzeba to powiedzieć jasno… powyższe rozumowanie jest jednym ze źródeł kondensacji pary wodnej, czyli powstawania skroplin w pomieszczeniach produkcyjnych.
Zapis w projekcie brzmiał mniej więcej tak tak:
„Przyjęto, że w pomieszczeniach produkcyjnych, gdzie latem stosowane będzie chłodzenie, temperatura powietrza dostarczanego przez nawiew może być o 3-5ᵒC wyższa od założonej temperatury wewnętrznej. Osiągnięcie docelowej temperatury wewnętrznej będzie realizowane za pomocą urządzeń odpowiedzialnych za regulację temperatury w pomieszczeniach.
W sezonie zimowym straty ciepła wynikające z przenikania przez przegrody zostaną zrekompensowane przez nawiew powietrza o odpowiednio wyższej temperaturze”
Skropliny – temperatura chłodzenia centralą wentylacyjną vs temperatura utrzymywana w pomieszczeniu
Wariant 1 – Tch > Tw
Rozważmy wariant proponowany w powyższym zapisie i w praktyce obecny na większości zakładów przetwórstwa mięsnego w Polsce. Dodajmy, że wariant potęgujący, a nie eliminujący powstawanie skroplin w pomieszczeniu.
Tch – temperatura chłodzenia i nawiewu przez centralę wentylacyjną
Tw – temperatura wewnętrzna
Przekładając sens cytowanego wyżej zapisu, w którym sugeruje się nawiewanie powietrza o wyższej temperaturze niż temperatura wymagana w pomieszczeniu i doborów central wentylacyjnych, które z tego zapisu wynikają widzimy, że założenie jest następujące:
- Centrala wentylacyjna chłodzi powietrze latem tylko do pewnego zakresu, do temperatury Tch która jest wyższa niż wymagana temperatura powietrza w pomieszczeniu Tw o 3-5 stopni i dostarcza to powietrze do pomieszczenia,
- Powietrze jest dochładzane w pomieszczeniu chłodnicami obiegowymi, np. chłodnicami kubicznymi czy podsufitowymi od temperatury Tch do temperatury Tw
Rozważmy powyższą sytuację dla warunków panujących latem na większości obszaru Polski przyjmując jako temperaturę zewnętrzną – wartość letniego ekstremum na poziomie 32°C i 50% wilgotności.
Jako temperaturę panującą w pomieszczeniu produkcyjnym przyjmijmy temperaturę +8°C.
Stosując zatem w praktyce przytoczone wyżej sugestie powinniśmy ochłodzić powietrze w centrali wentylacyjnej od temperatury 32°C, 50% Rh do 11-13°C, a następnie dochłodzić je chłodnicami obiegowymi do 8 stopni.
Przeanalizujmy ten proces na wykresie Molliera, do rozważań przyjmiijmy średnią z zakresu 3-5 stopni, czyli temperatura nawiewu z centrali wentylacyjnej w rozważanym przypadku będzie o 4°C wyższa niż panująca w pomieszczeniu i będzie wynosić w związku z tym 12°C.
Etapy chłodzenia gdy Tch > Tw
Chłodzenie centralą wentylacyjną
Chłodzenie – etap 1 (P1-P2)

W powietrzu o parametrach 32°C, 50% Rh zgodnie z wykresem Molliera zawartość pary wodnej wynosi 14,94 g/kg.
Zatrzymajmy się jeszcze na chwilę nad podanymi wyżej jednostkami, które dla osoby nietechnicznej mogą wydawać się dziwne… 14,94 gramów pary wodnej w kilogramie powietrza… tak.. powietrze też waży… ale bardziej intuicyjną jednostką będzie napewno 1 m3 powietrza, niż 1 kg powietrza. Aby zamienić jednostki z kg na m3 należy przemnożyć wartość w g/kg przez gęstość powietrza. Dla szybkich obliczeń możemy przyjąć, że wynosi ona 1,2 kg/m3 (w rzeczywistości wartość 1,2 kg/m3 odpowiada wartości gęstości w temperaturze 20°C, dla wyższych temperatur gęstość nieznacznie maleje i np. w temperaturze 32 stopnie wyniesie 1,16 kg/m3, a w temperaturze 0°C – 1,29 kg/m3).
W omawianym przypadku zawartość pary wodnej w 1 m3 powietrza wyniesie 14,94 x 1,16 = 17,33 g/m3.
Pierwszym etapem jest chłodzenie po linii stałej wilgotności aż do osiągnięcia stanu nasycenia powietrza. Nastąpi to w punkcie P2 – w temperaturze 20,26 °C
Chłodzenie – etap 2 (P2-P3)
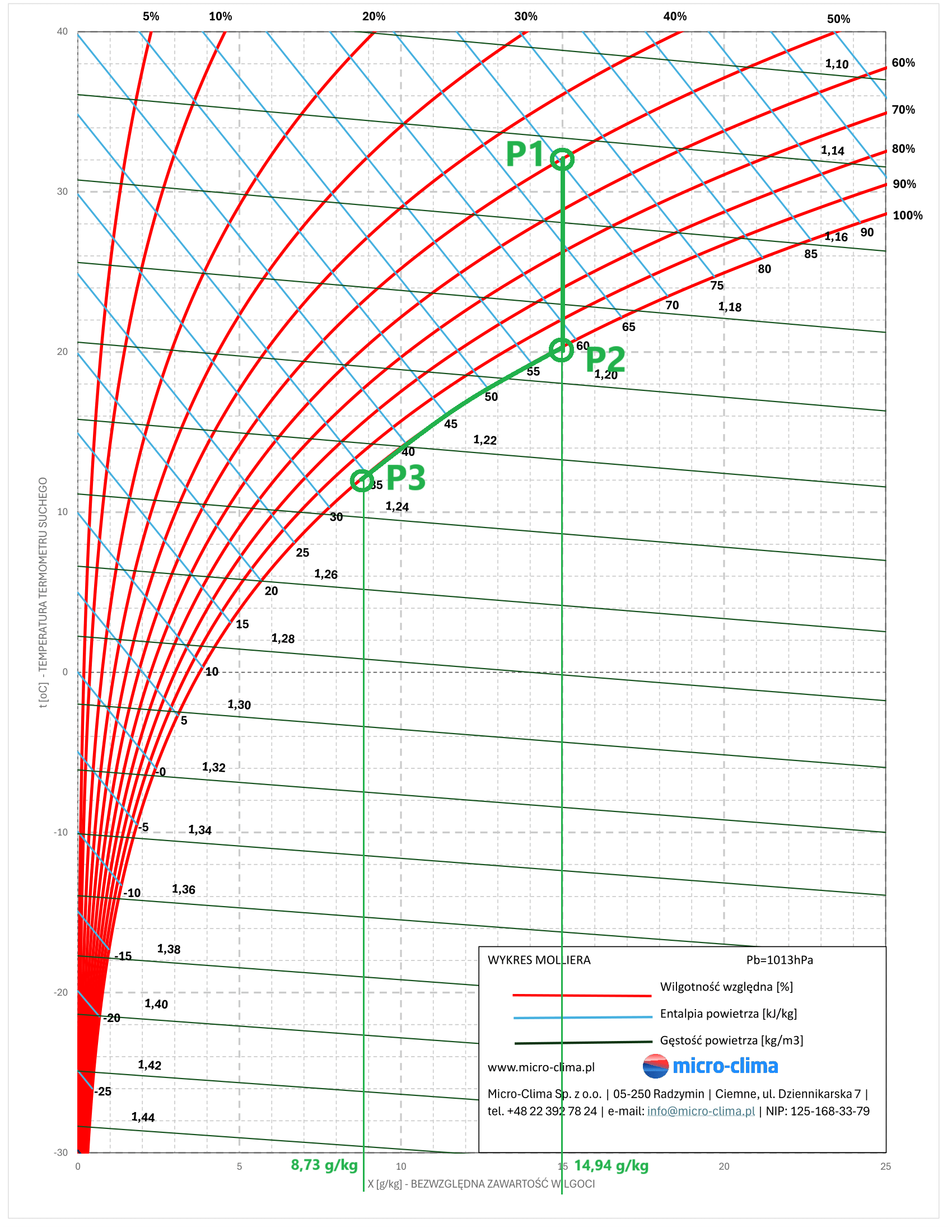
W drugim etapie powietrze jest chłodzone od punktu P2 do punktu P3. Chłodzeniu towarzyszy kondensacja pary wodnej w centrali wentylacyjnej. W punkcie P3 parametry powietrza wynoszą 12°C oraz 100% Rh, zawartość pary wodnej w punkcie P3 wynosi 8,73 g/kg. Zgodnie z powyższym założeniem takie powietrze nawiewamy do pomieszczenia.
Oznacza to, że chociaż w wyniku kondensacji pozbyliśmy się znacznej części pary wodnej z powietrza, to do pomieszczenia wraz z powietrzem dostarczamy wciąż 8,73 g/kg pary wodnej w każdym kg powietrza, co po przemnożeniu przez gęstość powietrza (gęstość powietrza w temperaturze 12°C wynosi 1,23 kg/m3) da nam wartość 10,74 g/m3.
Chłodzenie wewnętrzną chłodnicą kubiczną
Chłodzenie – etap 3 (P3-P4)
Gdy dostarczamy do pomieszczenia powietrze o temperaturze wyższej, niż temperatura, którą musimy w pomieszczeniu utrzymywać, musimy to powietrze dochłodzić chłodnicą wewnętrzną do temperatury 8 ᵒC.
A więc trzeci etap chłodzenia, w wariancie nieprawidłowym, pomiędzy punktami P3 a P4 odbywa się na wewnętrznej chłodnicy kubicznej. Jednak powietrze w w punkcie P4 ma temperaturę 8 stopni i nie może utrzymać tej ilości pary wodnej, którą dostarczyliśmy z centrali wentylacyjnej w punkcie P3, gdyż 100% -owa wilgotność w punkcie P4 oznacza tylko 6,65 g/kg pary wodnej, a z centrali wychodzi powietrze o zawartości pary wodnej 8,73 g/kg.

Wariant 1 – Tn > Tw – podsumowanie
Zatem różnica 8,73-6,65 g/kg, czyli 2,08 g/kg to wartość, która odłoży się nam z każdego m3 powietrza nawiewanego w pomieszczeniu w postaci skroplin. Część tych skroplin oczywiście skropli się na chłodnicy kubicznej, ale znaczna część osiądzie na zimnych powierzchniach pomieszczenia w postaci skroplin.
Wariant 1 – Tch < Tw
Rozważmy teraz wariant prawidłowy, w którym w praktyce osuszamy powietrze, eliminując zjawisko skroplin, a nie je generując.
Chłodzenie centralą wentylacyjną
Chłodzenie – etap 1
Ten etap przebiega identycznie jak w wariancie 1.
Powietrze chłodzimy od punktu P1 do punktu P2, w którym osiągamy stan nasycenia czyli wilgotność 100%, w temperaturze 20,26°C.
Chłodzenie – etap 2

W wariancie pożądanym na początku proces przebiega jak poprzednio, jednak teraz nie zatrzymujemy chłodzenia w punkcie P3=12°C, a kontynuujemy chłodzenie znacznie głębiej, do temperatury niższej niż panuje w pomieszczeniu, np. do temperatury 4°C. W temperaturze 4°C i Rh 100% zawartość pary wodnej wynosi tylko 5,03 g/kg.
Podgrzewanie – etap 3
Ponieważ ochłodziliśmy powietrze do 4 stopni, a w pomieszczeniu dążymy do utrzymania 8 stopni, musimy powietrze lekko ogrzać nagrzewnicą. Po jego podgrzaniu do 8 stopni jego wilgotność względna spadnie do 75%, a więc spadnie do górnej granicy wilgotności uznawanej za bezpieczną z punktu widzenia powstawania niepożądanych zjawisk (powstawanie pleśni, grzybów, namnażanie się drobnoustrojów).

Wariant 1 – Tch > Tw – podsumowanie
Jak zatem widzimy nieduża w praktyce zmiana skutkuje diametralną zmianą sytuacji w pomieszczeniu. Dostarczamy powietrze nie tylko nie generujące skroplin, ale zdolne jeszcze przyjąć dodatkową parę wodną, która powstanie w pomieszczeniu np. w wyniku mycia, parowania produktu, czy obecności ludzi.
W powyższym wariancie wewnętrzna chłodnica kubiczna może mieć mniejszą moc, gdyż będzie ona tylko dochładzała powietrze, które ogrzeje się w wyniku zysków ciepła od ludzi i urządzeń i będzie to w dużej mierze chłodzenie suche, bez kondensacji.
Podsumowanie
W praktyce projektowej często powstają projekty, a w oparciu o nie powstają instalacje, które chociaż mogą sprawdzić się w wielu gałęziach przemysłu, nie sprawdzą się na pewno w branży mięsnej. Duże ilości wody stosowane w procesach produkcji, a szczególnie podczas okresowego mycia elementów linii produkcyjnych w branży mięsnej powodują, że systemy wentylacji i chłodzenia muszą dostarczać powietrze o niższej wilgotności niż wilgotność wynikająca ze stanu nasycenia powietrza w temperaturze, którą chcemy utrzymywać. Dzięki temu niedopuszczamy do powstawania skroplin i możemy zachować w pomieszczeniu bezpieczne warunki higieniczne.